全國(guó)免費(fèi)熱線
18963595333
全國(guó)免費(fèi)熱線
18963595333
產(chǎn)品類(lèi)別
roduct Category
聯(lián)系我們
ontact us

| 聊城市慶合金屬材料有限公司 | |
| 聯(lián)系人: | 劉經(jīng)理 |
| 電 話: | 0635-8878869 |
| 手 機(jī): | 18963595333 |
| 傳 真: | 0635-8876463 |
| 郵 箱: | 284739898@qq.com |
| 網(wǎng) 址: | http://www.obbesmf.cn |
| 地 址: | 山聊城市匯通物流園B134號(hào) |
| 雙擊自動(dòng)滾屏 | 網(wǎng)址:http://www.obbesmf.cn 編輯:聊城市慶合金屬材料有限公司 日期:5-14 瀏覽數(shù):3885 | ||||
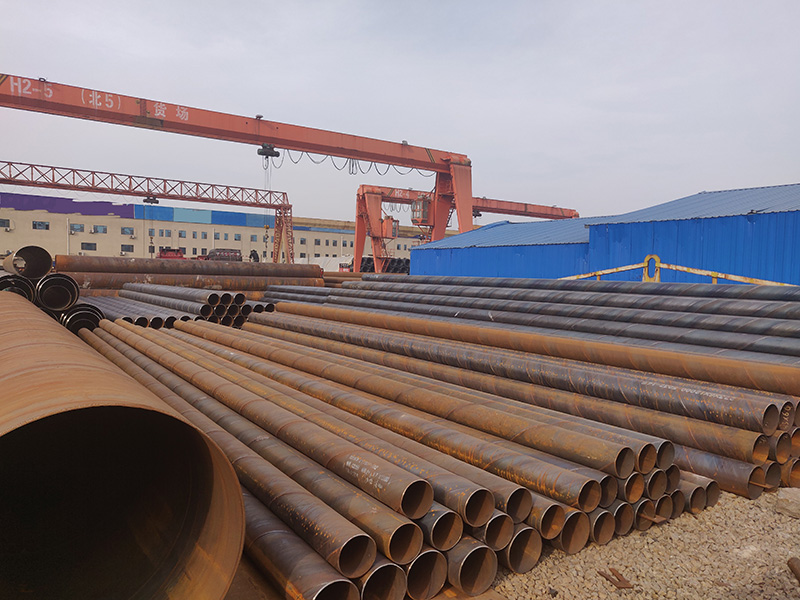
螺旋焊管廠設(shè)計(jì)理念是什么 成增機(jī)成塑時(shí)鋼管在成銦機(jī)內(nèi)采用軸向中心對(duì)中方式(國(guó)外相似機(jī)組均采用鋼管對(duì)齊方式),避免了因偏載對(duì)設(shè)備壽命產(chǎn)生不良影響。成型機(jī)主液壓缸采用兩段式變徑液壓缸。螺旋鋼管廠將成型機(jī)主液壓缸設(shè)計(jì)為上部為小直段,下部為大直徑段的兩段式變徑液壓缸。壓下變形初期成型力較小,可僅使用小直徑活段承壓,確保了螺旋鋼管廠液壓缸在小壓力下的快速行程(可兼快速壓下缸使用,無(wú)需另外設(shè)置多個(gè)行程快速缸);在壓下變形的后期,隨著模具與鋼板接觸面積的增加,需要施加的變形力二漸加大,此時(shí)液壓缸可以在大小兩活塞桿的共同作用下施壓,實(shí)現(xiàn)慢速大壓力成型。快速工具更換裝置:成型機(jī)的具更換比較復(fù)雜,占用時(shí)間也較長(zhǎng),一般需要。為提高設(shè)備利用率,開(kāi)發(fā)了快速工具更換裝置。更換工具時(shí)可將上壓模降至下壓模,小車(chē)將兩者一同沿軸向拉出成型機(jī)。在后臺(tái)由橫移機(jī)構(gòu)將需換下的模具移出生產(chǎn)線, I時(shí)將預(yù)備好的新模具移至生產(chǎn)線,送人成型機(jī)。采用快速工具更換裝置可在I. 5h內(nèi)完成具的更換,而無(wú)快速更換裝置時(shí)一般需要4h。 這種設(shè)計(jì)由于兩段柱塞均可起導(dǎo)向作用.使得螺旋鋼管廠液壓缸具有雙導(dǎo)向支撐性能,且成型過(guò)程支撐間距始終恒定,可有效降低成型偏載力對(duì)液壓缸的不利影響,起到較好的保護(hù)作用。 軸向調(diào)整在加工精密的成型機(jī)上是不需要的。螺旋鋼管廠家各架機(jī)架具有同樣的尺寸和精 度,并按圖紙定位安裝固定。軋輥側(cè)面和 軸套兩側(cè)都經(jīng)過(guò)精磨,具有嚴(yán)格的尺寸。因此軋輥安裝固定后自然在一條中心線 上,不需要再作軸向調(diào)整。在舊式成型機(jī) 上可通過(guò)軸承座軸承一側(cè)加墊的辦法來(lái)微 量調(diào)整軸向位置。還可以在軸上用螺母來(lái) 進(jìn)行軸向調(diào)整。從成型一架至成型末架,各架下輥孔 型最低點(diǎn)的連線叫成型底線。成型底線的 調(diào)整可以通過(guò)以下方法實(shí)現(xiàn): ①有下輥壓上裝置的可通過(guò)壓上裝置來(lái)調(diào)整 ②螺旋鋼管廠家下輥軸承座下加不同厚度的墊; ③螺旋鋼管廠家機(jī)架(單機(jī)架)與底座之間加不同厚度的 ④選擇各架下輥的底徑; ⑤調(diào)整立輥的高度。 |
|||||
|
|||||
| 上一條: 據(jù)貿(mào)易商反饋,螺旋焊管市場(chǎng)整體心態(tài)平平 下一條: 防腐螺旋鋼管分類(lèi)及特點(diǎn) | |||||