全國免費熱線
18963595333
全國免費熱線
18963595333
聯(lián)系我們
ontact us

| 聊城市慶合金屬材料有限公司 | |
| 聯(lián)系人: | 劉經(jīng)理 |
| 電 話: | 0635-8878869 |
| 手 機: | 18963595333 |
| 傳 真: | 0635-8876463 |
| 郵 箱: | 284739898@qq.com |
| 網(wǎng) 址: | http://www.obbesmf.cn |
| 地 址: | 山聊城市匯通物流園B134號 |
| 雙擊自動滾屏 | 網(wǎng)址:http://www.obbesmf.cn 編輯:聊城市慶合金屬材料有限公司 日期:5-10 瀏覽數(shù):2056 | ||||
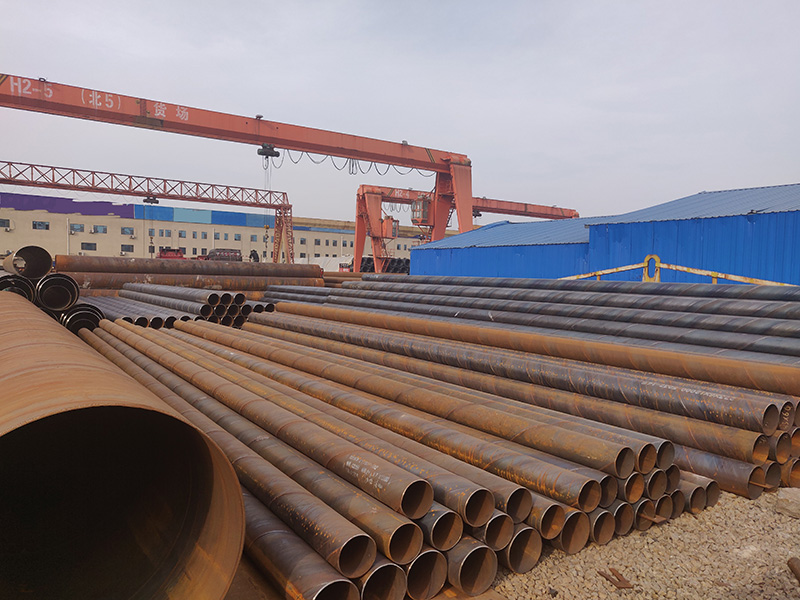
螺旋焊管焊接工藝怎么樣和它的步驟 原材料檢驗——校平檢驗——對接焊檢驗——成型檢驗——內焊檢驗——外焊檢驗——切管檢驗——超聲波檢驗——坡口檢驗——外形尺寸檢驗——X射線檢驗——水壓試驗——最終檢驗 為保證產(chǎn)品質量,我們制定了完善的質量計劃,現(xiàn)場工作程序及檢驗、試驗計劃。 防腐 目的防腐要求與國內其它項目相比有較大不同,其主要區(qū)別在于: 內防腐材料國內一般采用水泥砂漿,本項目采用無毒環(huán)氧涂料(厚度0.4mm)。 外防腐涂層電火花試驗電壓國內一般為3000伏,最高不超過5000伏,本項目為10千伏。 針對以上要求,我們著重抓好以下二方面的工作: 嚴格打砂工作程序以保證除銹質量,并在1小時內完成內外底漆的噴涂,這是保證防腐質量的根本。 在制定防腐工藝時我們特別要求玻璃絲布首先浸透環(huán)氧煤瀝青涂劑,半機械滾纏,并對玻璃絲布由人工用滾筒推平的方法操作,以保證外涂層的均勻細密。 內外防腐的管子,放在露天堆場達4個月檢驗,內涂層沒有黃色麻點等不良現(xiàn)象,外防腐層電火花試驗仍可達10千伏的要求。 從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態(tài),增加了產(chǎn)生裂紋的可能性。 而且,根據(jù)埋弧焊的工藝規(guī)定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環(huán)縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。 |
|||||
|
|||||
| 上一條: 預制直埋保溫管“搶貨”大戲進行得如火如荼 下一條: 不同規(guī)格的防腐螺旋鋼管應用注意事項 | |||||