全國免費熱線
18963595333
全國免費熱線
18963595333
聯(lián)系我們
ontact us

| 聊城市慶合金屬材料有限公司 | |
| 聯(lián)系人: | 劉經(jīng)理 |
| 電 話: | 0635-8878869 |
| 手 機: | 18963595333 |
| 傳 真: | 0635-8876463 |
| 郵 箱: | 284739898@qq.com |
| 網(wǎng) 址: | http://www.obbesmf.cn |
| 地 址: | 山聊城市匯通物流園B134號 |
| 雙擊自動滾屏 | 網(wǎng)址:http://www.obbesmf.cn 編輯:聊城市慶合金屬材料有限公司 日期:8-28 瀏覽數(shù):1195 | ||||
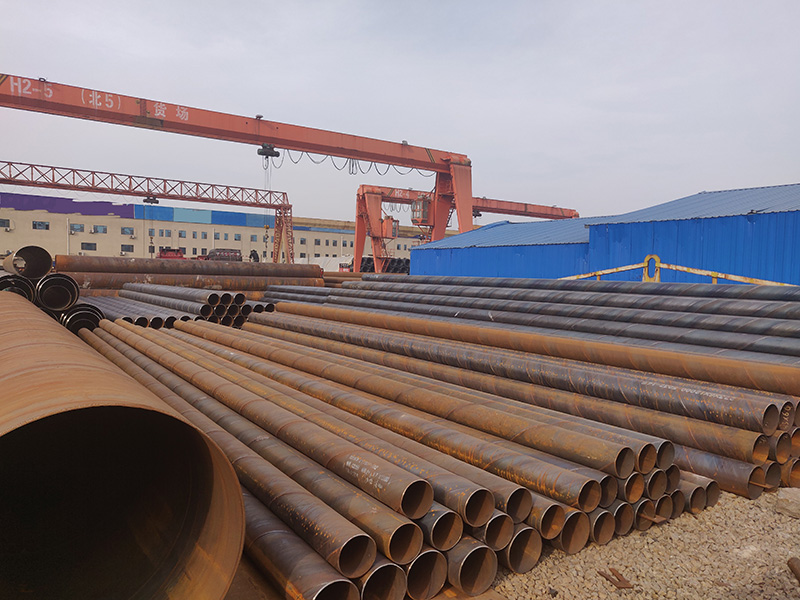
| 影響高頻直縫焊管焊接的主要因素有哪些 影響直縫高頻焊鋼管的因素有很多種,并且這些因素相互作用,掌握直縫高頻焊鋼管的質(zhì)量控制要點,才能更好的加以調(diào)整。那么影響高頻焊接的主要因素有哪些方面?如下: 1.焊接頻率 高頻頻率會影響到電流在鋼板內(nèi)部的分布均勻性。選擇高頻焊頻率時,既要考慮透熱深度,又要考慮鄰近效應(yīng)。一般可適當提高電流頻率,既節(jié)約電能還能提高焊縫質(zhì)量,減小焊縫熱影響區(qū)的大小。從焊接效率來說,盡可能采用較高的頻率。100kHz的高頻電流可穿透鐵素體鋼0.1mm,400kHz則只能穿透0.04mm,即在鋼板表面的電流密度分布,后者比前者要高近2.5倍。 在生產(chǎn)實踐中,焊接普碳鋼材料時一般可選取350~450kHz的頻率;焊接合金鋼材料,對10mm以上的板厚時,可采用50~150kHz的頻率,因為合金鋼內(nèi)所含的鉻,鋅,銅,鋁等元素的集膚效應(yīng)與鋼有一定差別。 焊接V型角 V型角的大小對焊接質(zhì)量有直接的影響。V型角小時鄰近效應(yīng)顯著,有利提高焊接速度,但預(yù)熱段和熔融段變長,使得閃光過程不穩(wěn)定,過梁爆破后容易形成深坑和針孔,難以壓合。V型角過大時,熔融段變短,閃光穩(wěn)定,但是鄰近效應(yīng)減弱,焊接效率明顯下降,功率消耗增加。同時在成型薄壁鋼管時,V 型角太大會使管的邊緣拉長,產(chǎn)生波浪形折皺。實際生產(chǎn)中 V 型角一般在2°~6°內(nèi)調(diào)節(jié),薄壁管一般要用較小的會合角;厚壁管焊速較慢,擠壓成型時要用較大的會合角。 焊接功率 功率太小時管坯坡口加熱不足,達不到焊接溫度,會造成虛焊,脫焊,夾焊等未焊合缺陷;功率過大時,則影響到焊接穩(wěn)定性,管坯坡口面加熱溫度大大高于焊接所需的溫度,造成嚴重噴濺,針孔,夾渣等缺陷,這種缺陷稱為過燒性缺陷。高頻焊接時的輸入功率要根據(jù)管壁厚度和成型速度來調(diào)整確定,不同成型方式,不同的機組設(shè)備,不同的材料鋼級,都需要通過實踐總結(jié)優(yōu)化。 |
|||||
|
|||||
| 上一條: 防腐螺旋管公稱直徑和硬度指標是這樣的 下一條: 介紹無縫化熱擴管的相關(guān)產(chǎn)品 | |||||