全國免費熱線
18963595333
全國免費熱線
18963595333
聯(lián)系我們
ontact us

| 聊城市慶合金屬材料有限公司 | |
| 聯(lián)系人: | 劉經(jīng)理 |
| 電 話: | 0635-8878869 |
| 手 機: | 18963595333 |
| 傳 真: | 0635-8876463 |
| 郵 箱: | 284739898@qq.com |
| 網(wǎng) 址: | http://www.obbesmf.cn |
| 地 址: | 山聊城市匯通物流園B134號 |
| 雙擊自動滾屏 | 網(wǎng)址:http://www.obbesmf.cn 編輯:聊城市慶合金屬材料有限公司 日期:12-15 瀏覽數(shù):1353 | ||||
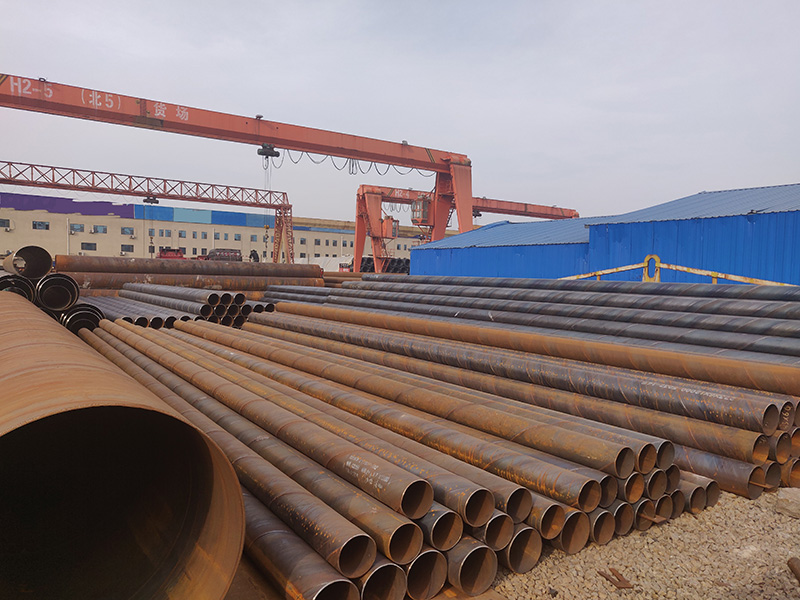
| 高頻直縫焊接鋼管主要應(yīng)用在哪些地方 高頻直縫焊接鋼管根據(jù)高頻焊接工藝不同,可分為直縫高頻電阻焊鋼管和直縫高頻感應(yīng)焊鋼管。成形工藝一般采用輥彎冷成型方式。 高頻直縫焊接鋼管一般生產(chǎn)的口徑都較小,一般在外徑660mm或26英寸以下。其特點是:焊接速度快大,例如,對于外徑1英寸以下鋼管,焊接速度最大可達(dá)200米/分鐘。對于外徑25英寸鋼管,焊接速度也能達(dá)到20米/分鐘以上。其焊接為壓接方式,而不是熔融焊接,與熔融焊接相比,焊接熱影響區(qū)相對較小,對母材的組織影響小。焊接后焊縫的強度和韌性與母體不同。材根據(jù)使用需求,可以對內(nèi)外焊接毛刺進行清理或不作清理。焊接對工件可以不清理,可焊薄壁管,可焊金屬管。 高頻直縫焊接鋼管流程:縱剪―開卷―帶鋼矯平―頭尾剪切―帶鋼對焊―活套儲料―成型―焊接―清除毛刺―定徑―探傷―飛切―初檢―鋼管矯直―管段加工―水壓試驗―探傷檢測―打印和涂層―成品。高頻直縫焊接鋼管主要應(yīng)用于自來水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè)。 作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管等。 1、直縫鋼管高頻感應(yīng)圈應(yīng)盡量接近擠壓輥地位。若感應(yīng)圈距擠壓輥較遠(yuǎn)時,無效加熱工夫較長,熱影響區(qū)較寬,焊縫強度降落;反之,焊縫邊沿加熱缺乏,擠壓后成型不良。 2、直縫鋼管管坯的兩個邊沿加熱到焊接溫度后,在擠壓輥的擠壓下,構(gòu)成單獨的金屬晶粒相互浸透、結(jié)晶,***構(gòu)成結(jié)實的焊縫。若擠壓力過小,構(gòu)成單獨晶體的數(shù)目就小,焊縫金屬強度降落,受力后會發(fā)作開裂;假如擠壓力過大,將會使熔融形態(tài)的金屬被擠出焊縫,不但升高了焊縫強度,而且會發(fā)作少量的內(nèi)外毛刺,以至形成焊接搭縫等缺陷。 3、直縫鋼管焊接溫度次要受高頻渦流熱功率的影響,依據(jù)公式,高頻渦流熱功率次要受電流頻次的影響,渦流熱功率與電流鼓勵頻次的平方成正比;而電流鼓勵頻次又受鼓勵電壓、電流和電容、電感的影響。 4、將帶鋼送入焊管機組,經(jīng)多道軋輥滾壓,帶鋼逐步卷起,構(gòu)成有啟齒間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙掌握在1~3mm,并使焊口兩端齊平。 5、直縫鋼管鼓勵頻次與鼓勵回路中的電容、電感平方根成正比、或許與電壓、電流的平方根成正比,只需改動回路中的電容、電感或電壓、電流即可改動鼓勵頻次的大小,從而到達(dá)掌握焊接溫度的手段。 |
|||||
|
|||||
| 上一條: 防腐螺旋鋼管耐化學(xué)品性能優(yōu)異,無毒 下一條: 防腐螺旋管最大的優(yōu)點就是安裝方便美觀 | |||||